

Описание
Мы изготавливаем шевронные ленты общего и специального назначения (в том числе с гофробортом) методом горячего прессования под давлением, что позволяет получить практически монолитный резиновый массив выступающих частей (шевронов) и поверхности ленты. Шевронная лента, произведенная таким способом, является наиболее надежной и устойчивай к повреждениям. За счет использования автоматизированного процесса вулканизации, мы изготавливаем шевронные ленты в кратчайшие сроки по сравнению с конкурентами.
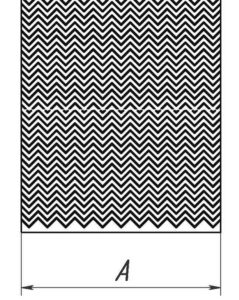
Рифление конвейерной ленты предназначено для повышения производительности конвейера при работе под наклоном. В случае применения шевронной конвейерной ленты, транспортировка груза возможна под углами до 45°. Использование гофроборта позволяет транспортировать мелкие и сыпучие грузы, избегая их просыпания с ленты.
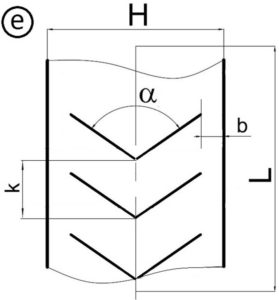
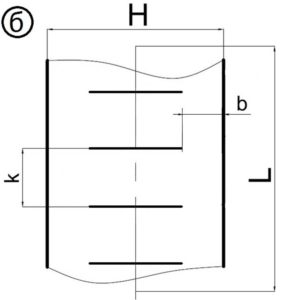
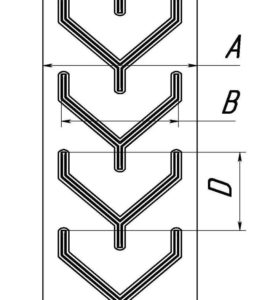
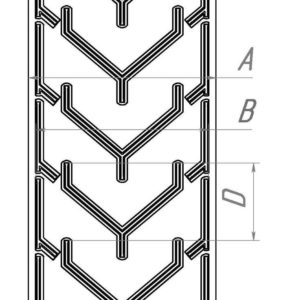
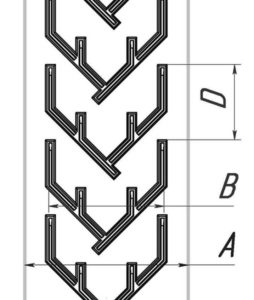
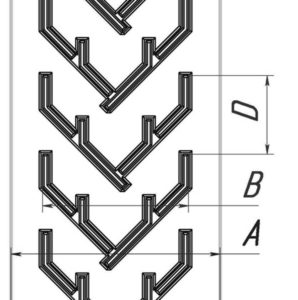
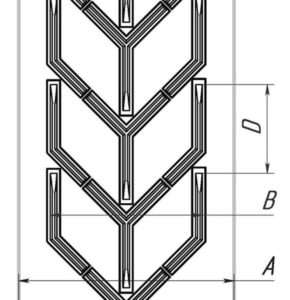
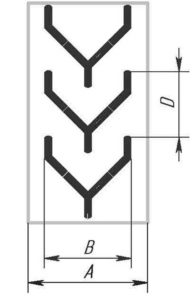
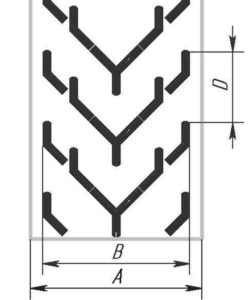
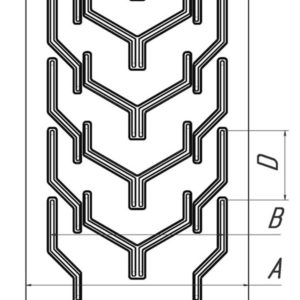
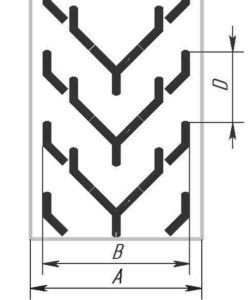
Ниже приведены основные схемы расположения шевронов на конвейерной ленте. Также возможно изготовление по эскизу Заказчика.
 |
|
||||||||||||
 |
|
||||||||||||
 |
|
|||||||||||||||
 |
|
||||||||||||
 |
|
||||||||||||||||||
 |
|
||||||||||||||||||
 |
|
||||||||||||||||||
 |
|
||||||||||||
 |
|
||||||||||||||||||
 |
|
||||||||||||
 |
|
||||||||||||
 |
|
||||||||||||
 |
|
Крепление поперечных и продольных элементов осуществляется методом холодной либо горячей вулканизации. Ленты специального назначения (при повышенной механической нагрузке либо для работы в условиях высоких температур) изготавливаются только методом горячей вулканизации.
Формирование рифления на конвейерной ленте выполняется следующими способами:
- — Формовкой при изготовлении конвейерной ленты.
- — Нанесением шевронов на гладкую конвейерную ленту методом горячей вулканизации.
- — Нанесением шевронов на гладкую конвейерную ленту методом холодной вулканизации при помощи специального двухкомпонентного клея (если нет возможности применить горячую вулканизацию).
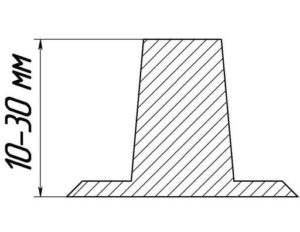
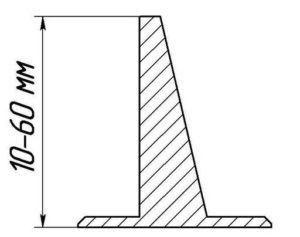
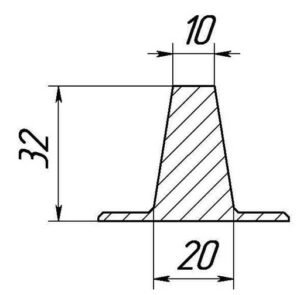
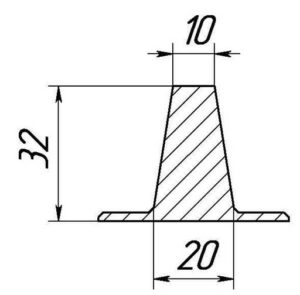
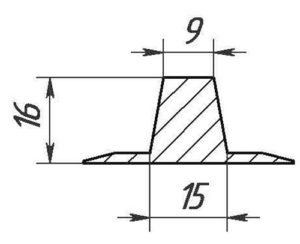
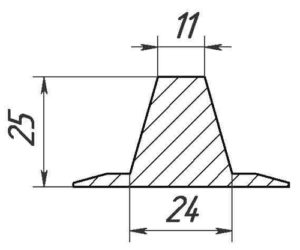
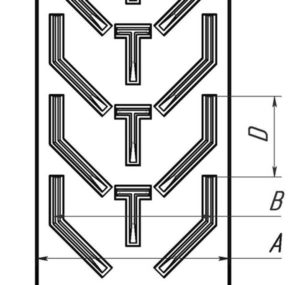
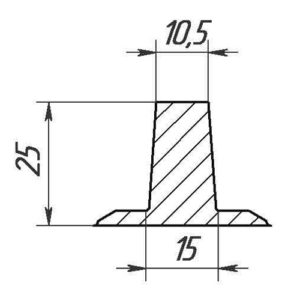
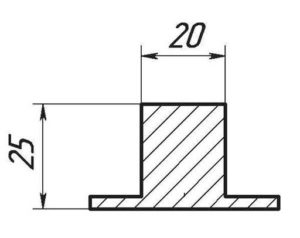
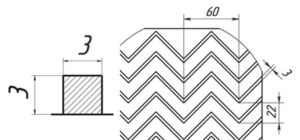
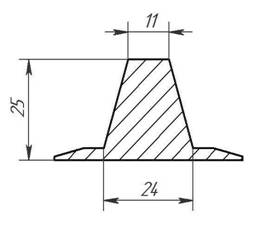
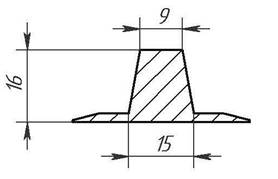
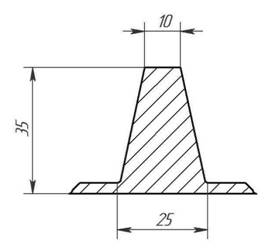
Основные типы конфигурации поперечных элементов:
Крепление поперечных и продольных элементов осуществляется методом холодной либо горячей вулканизации. Ленты специального назначения (для работы в условиях высоких температур) изготавливаются в заводских условиях.


